
 BBS Shop
BBS Shop Händlersuche
HändlersucheUnternehmen

Unternehmen



Radbefestigung Serie:
Lochkreis: |
Nabenbohrung: |
Gewinde: |
Bund: |
Schaftlänge: mm
Was fährst du?
Fahrzeug wählen

HSN / TSN
— oder —
Schlüsselnummer eingeben
Es wurde kein Fahrzeug mit dieser Schlüsselnummer gefunden. Bitte wählen Sie Ihr Fahrzeug nach Hersteller und weiteren Kriterien aus.
Wir haben mehr als ein Fahrzeug zu dieser HSN/TSN gefunden.
Bitte wählen Sie Ihr Fahrzeug aus der Liste.
Wähle Dein Auto
Fahrzeug wählen
Fahrzeug per HSN / TSN wählen:
Du kannst dein Auto auch per Herstellerschlüsselnummer (HSN)
oder Typschlüsselnummer (TSN) auswählen.
Diese findest du in Deinem Fahrzeugschein bzw. deiner Zulassungsbescheinigung Teil I.
Alter Fahrzeugschein
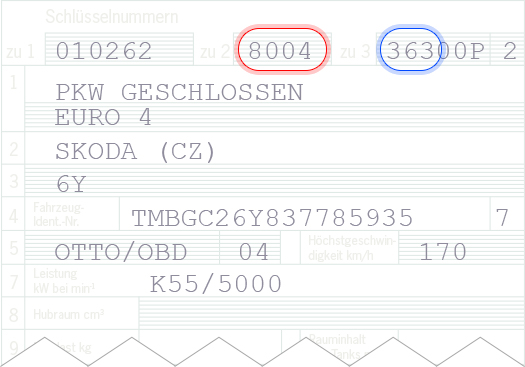
HSN: "zu 2" - TSN: "zu 3"
Neuer Fahrzeugschein
(Zulassungsbescheinigung Teil I)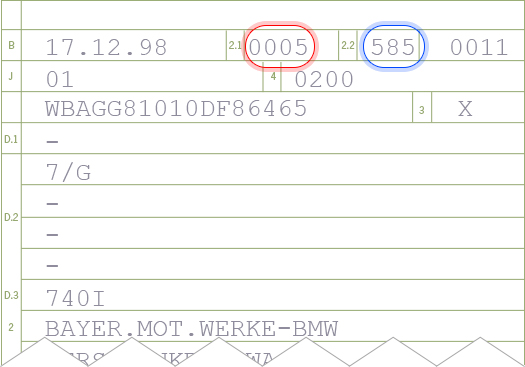
HSN: Punkt 2.1 - TSN: Punkt 2.2
Bitte wähle zuerst dein Auto aus
Radbefestigung Serie:
Lochkreis: |
Nabenbohrung: |
Gewinde: |
Bund: |
Schaftlänge: mm
Was fährst du?
Fahrzeug wählen
HSN / TSN
— oder —
Schlüsselnummer eingeben
Es wurde kein Fahrzeug mit dieser Schlüsselnummer gefunden. Bitte wählen Sie Ihr Fahrzeug nach Hersteller und weiteren Kriterien aus.
Wir haben mehr als ein Fahrzeug zu dieser HSN/TSN gefunden.
Bitte wählen Sie Ihr Fahrzeug aus der Liste.
Wähle Dein Auto
Fahrzeug wählen